

嘉轩(JASUNG)惊艳亮相:第二十二届太原煤炭(能源) 工业技术与装备展览会!
2024-04-26
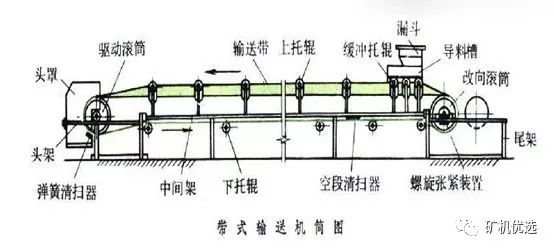
【概要描述】带式输送机是生产中常用的一种运输设备,胶带是其重要的构成部件,也是比较昂贵的部件之一,一旦胶带出现各种形式的损坏,都会影响生产的高效运行。本文总结了常见的6种损坏形式,并根据不同的原因提出了改进建议,以供大家生产参考。

【概要描述】带式输送机是生产中常用的一种运输设备,胶带是其重要的构成部件,也是比较昂贵的部件之一,一旦胶带出现各种形式的损坏,都会影响生产的高效运行。本文总结了常见的6种损坏形式,并根据不同的原因提出了改进建议,以供大家生产参考。
带式输送机是生产中常用的一种运输设备,胶带是其重要的构成部件,也是比较昂贵的部件之一,一旦胶带出现各种形式的损坏,都会影响生产的高效运行。本文总结了常见的6种损坏形式,并根据不同的原因提出了改进建议,以供大家生产参考。
胶带正常磨损:正常使用过程中的磨损;
胶带非正常磨损:打滑磨断、跑偏磨边等;
胶带纵向划伤:即所谓的划皮带;
胶带横向拉断:胶带在运转过程中出现横口;
胶带胶接口断裂:胶带口空或开;
胶带分层:胶与纺织物分离。

下面我们依次分析造成胶带损坏的原因:
1)机头清扫器(刮料器)过紧,对胶带造成较大摩擦,使胶带工作面磨损过快。
2)各空段清扫器对胶带非工作面压力过大,造成胶带非工作面磨损过快。
3)皮带机导料槽上的护皮尺寸过长或过宽,造成护皮对胶带摩擦过大,磨损过快。
4)胶带运输物料的粒度及成分对胶带造成的损坏影响胶带的磨损。
5)皮带机托辊不能正常运转的较多,形成对胶带磨损过快,上托辊使非工作面磨损快,下托辊使工作面磨损快。
2.1 带式输送机打滑造成胶带磨损
1)胶带在通过滚筒时,与滚筒之间存在较严重的相对滑动摩擦,称之为打滑。打滑并不一定非存在于传动滚筒处,但传动滚筒处产生打滑对胶带的损伤最大,也是形成最多的。
2)造成胶带在传动滚筒上打滑的直接原因是传动滚筒与胶带间的摩擦力不足以带动胶带正常运转。原因如下:
① 胶带上运输的物料重量严重超载;
② 皮带机整体出现问题,胶带在某一点被卡;
③ 传动滚筒包角受到损坏。
3)造成胶带在改向滚筒上打滑的直接原因是,由于胶带在改向滚筒上的摩擦力不足以带动改向滚筒转动。原因如下:
①改向滚筒轴承损坏,运转阻力过大;
②改向滚筒被物料卡死。
2.2 胶带跑偏磨边
通常,胶带在带宽方向上允许有5%的跑偏量,当跑偏过多时,输送带与托辊支架、机架接触而造成边胶磨损,严重跑偏时,甚至会使输送带翻边。
1)外来物料对胶带造成划伤:主要是来料中含有铁器、木棒、较大的块状物料卡在漏斗或导料槽内,对胶带造成划伤。
2)带式输送机自身的漏斗及导料槽出现损坏,对胶带造成划伤。
3)带式输送机的清扫(刮料器)或空段清扫器过紧对胶带造成划伤。
4)带式输送机损坏的托辊、滚筒对胶带造成划伤。
5)其他原因造成的胶带划伤。
1)由于与胶带非工作面接触的滚筒处进入了块状物料,造成胶带通过滚筒时,块状物料对其造成支撑力,使胶带横向出现裂断。
2)由于外来物料对胶带面冲击力过大,造成胶带横向出现裂断。
3)由于胶带受到的拉力超过所能承受的值,使胶带出现横向裂断。
1)胶接口由于胶接质量问题造成胶带口“空”,使胶接口中间胶带分层脱离。
2)胶接口长度不足,使胶带在该处的拉强不足,造成胶接口开裂。
3)由于胶接的温度控制不好,使胶带接口处强度降低。
1)由于胶带生产质量不好,胶带的胶层与编织物层分离。
2)由于生产质量影响,或使用现场托辊不合理,胶带的编织物与编织物层之间分离。

1、减少胶带正常磨损过快的建议
1)调整好机头清扫器与胶带的间隙,保证能够把粘料清理干净,但对胶带的压力并不太大,减少对胶带的磨损。
2)及时更换各空段清扫器的胶板,调整好清扫器对胶带的压力,减少对胶带磨损。
3)带式输送机导料槽上的护皮尺寸宽度一般保持与主胶带接触50-100mm就可以,长度方向起到密封作用为适应。
4)减少腐蚀性物料的运输,控制好物料的大块及做好下料的缓冲能够提高胶带使用寿命。
5)如果带式输送机托辊不能正常运转,托辊与胶带间的摩擦便由滚动摩擦变为滑动摩擦,增大摩擦力造成胶带磨损过快,故要及时更换不能正常运转的托辊。
2、带式输送机非正常磨损(打滑)的控制
1)保持好胶带的张力。
2)保证胶带在传动滚筒处的包角。
3)严格控制胶带上运输的物料重量。
4)控制胶带跑偏,防止胶带被卡。
5)传动滚筒包胶受到损坏及时修复。
3、胶带纵向划伤控制
1)原料场接料要严格控制混有杂物,特别是可以划胶带的杂物,场地内杂物要及时组织进行清理。
2)带式输送机自身的漏斗及导料槽做到细检查,提前发现可能损坏的衬板等,定期检修,处理到位。
3)带式输送机清扫(刮料器)或空段清扫器与胶带之间的间隙要调整到位,并不是压力越大清扫越干净,调整到适当压力才能保证把粘料清扫干净。
4)损坏的托辊、滚筒要及时更换,特别是辊皮损坏的更要及时换掉。
4、胶带横向拉断损坏控制
1)胶带非工作面在回程进入滚筒前要加空段清扫器,防止块状物料进入滚筒,造成胶带横向拉断。
2)生产过程中控制过大的块料下料,保证下料口下托辊全部为缓冲托辊,减少块料下料对胶带的冲击。
3)胶带的配重量(拉紧力)控制好,既要保证胶带运行不打滑,又不要过大,使胶带超过许多拉力。
5、胶接口断裂控制
1)胶接口在胶接过程中,要保持清洁,特别是要保持干燥。
2)胶接口要有充足的长度,过短会直接影响接口的拉力,要按国家标准进行胶接。
3)控制好胶接时的硫化温度。
6、胶带编织物分层控制
1)选用好质量的胶带可以控制胶带纺织物的分层。
2)改掉现场易造成胶带在纵向上起褶皱的托辊,尽量使胶带处于平展状态运行。
以上便是本文对胶带损伤的6种常见形式的原因分析和对应的建议。带式输送机是各行各业都会用到的输送设备,如您在生产中也遇到了此类问题,不妨试试以上方法,延长胶带使用寿命,节约成本。
文章来源:矿山机械杂志
扫二维码用手机看
相关新闻
在线留言





